Процесс ағымы
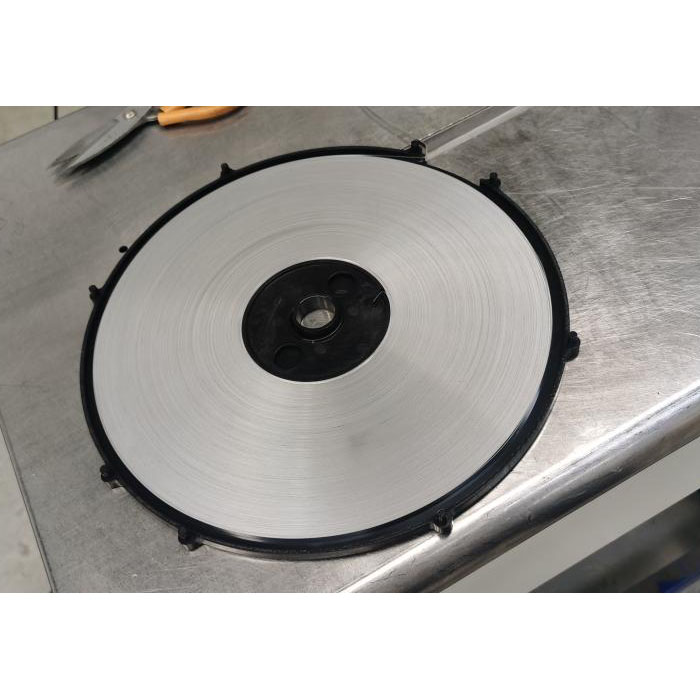
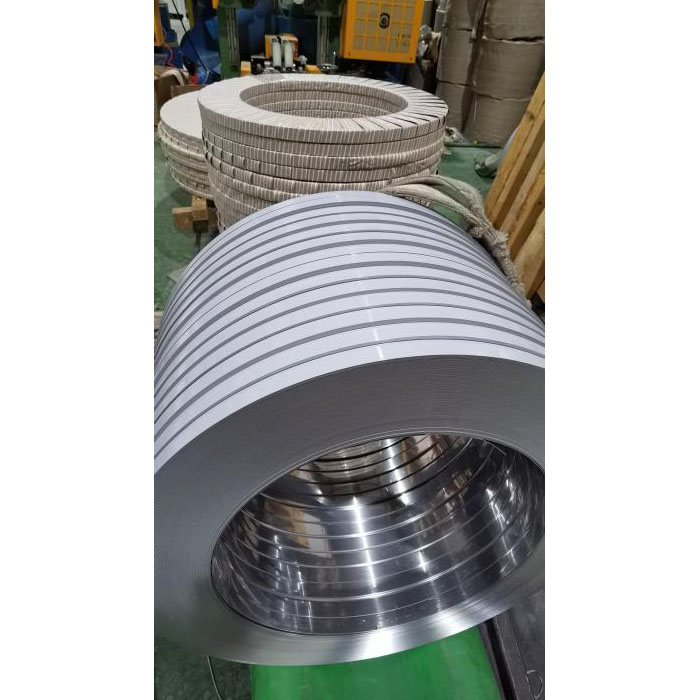
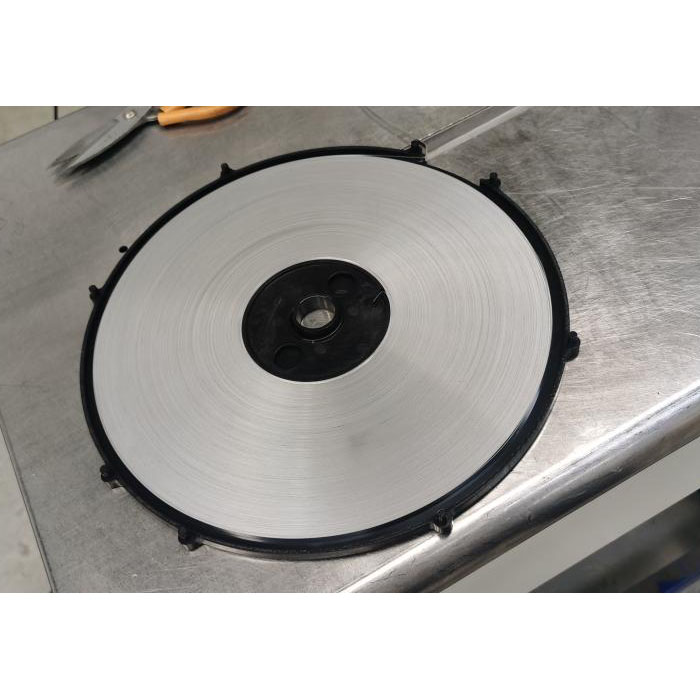
баспайтын болаттан жасалған пластинабұл: шикізатты дайындау-күйдіру және маринадтау-+(аралық ұнтақтау)-прокат-+аралық күйдіру және маринадтау-+прокат-дайын өнімді күйдіру және маринадтау-нивелирлеу_+(дайын өнімді ұнтақтау және жылтырату)-қырқу Бір бума қоймаға.
Термиялық өңдеудің мақсаты - құрылымды реттеу, жұмыстың қатаюын жою және терең өңдеуді жеңілдету. NiâCr баспайтын болат әдетте үздіксіз пеште, ал Cr тот баспайтын болат қоңыраулы пеште күйдіріледі. Үздіксіз жұмыс істейтін пештің жұмысы мен бақылауы ретсіз, техникалық мазмұны жоғары. Ni-Cr тот баспайтын болат қатты ерітіндімен өңделеді және кілті жылдам салқындату болып табылады, ол 55 ° C/с салқындату жылдамдығын қажет етеді және карбидтен кейін қайта бөлу температурасы аймағынан (550 ° C-850 ° C) жылдам өтеді. қатты ерітінді. Ұстау уақыты мүмкіндігінше қысқа болуы керек, әйтпесе ірі түйіршік тегістікке әсер етеді. Cr сериялы тот баспайтын болатты қыздыру температурасы төмен (шамамен 900 ) және баяу салқындату негізінен жасытылған жұмсартқыш құрылымды алу үшін қолданылады. Үздіксіз күйдіру пеші әртүрлі қыздыру әдістеріне сәйкес тікелей қыздыру түріне және қорғаныс газы бар жарқын күйдіру пешіне бөлінеді. Тікелей қыздыру түрін көлденең пеш пен тік пешке бөлуге болады, ал көлденең пеш кеңірек қолданылады. Көлденең күйдіру пеші екі бөліктен тұрады: қыздыру бөлімі және салқындату бөлімі. Жылыту бөлімі бөлінген түрден біріктірілгенге дейін кеңейтіліп, энергия тұтынуды 50% үнемдейді. Болат жолақты ұстап тұру үшін пештің ішінде пеш роликтері бар. Пеш роликтері аналық құрылымды, яғни бір үлкен роликте орналасуы 1800 екі шағын ролик бар, біреуі жұмыс істейді, екіншісі күту режимінде.
Қосалқы орамды техникалық қызмет көрсету үшін ауыстырған кезде оны жұмыс орнына тез және ыңғайлы ауыстыруға болады. Пештің ұзындығы пештің шығыс мәніне байланысты. Егер сіз жылыту қуатын арттырғыңыз келсе, пештің ұзындығын ғана көбейте аласыз. Дегенмен, жоғары температуралық күйде жолақ болаттың асып кетуінен туындаған кернеу белгілі бір дәрежеде шектеледі. Бұл шектеуді еңсеру үшін қыздыру тиімділігін арттыру үшін пешке біртұтас болатын пештің роликтерін қосу қажет. Кейбір шетелдік зауыттар тік пештерді қабылдады. Нақты жұмыс тік пештің келесі проблемалары бар екенін көрсетеді:
(1) Жолақ біркелкі жүруі және жолақтың бетінде сызаттар болмауы үшін жоғарғы және төменгі рульдік роликтер резеңкемен қапталған болуы керек;
(2) Кернеуді реттеуді жобалау кезінде жоғары температурадағы жолақтың рұқсат етілген керілуін және жоғары температуралық секциядағы және салқындату бөлігіндегі өзіндік салмағын ескеру қажет, сондықтан пештің тік бөлігінің биіктігі бағынады. белгілі бір шектеулерге. Сондықтан тікелей жылытуы бар тік пештер кеңінен қолданылмаған.